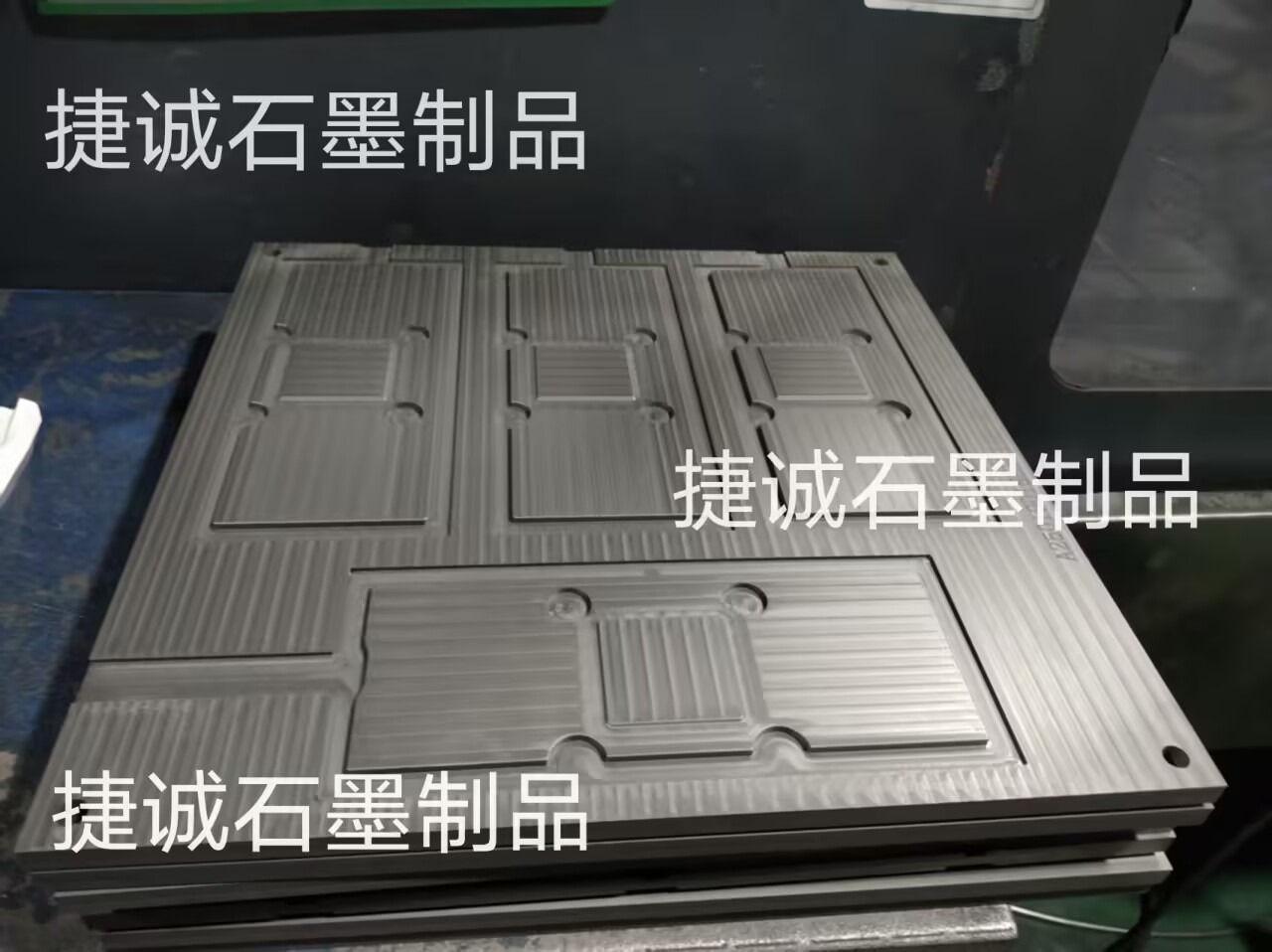
5G手机超薄均热板模具,VC石墨模具
5G手机超薄均热板模具的使用温度需根据资料特性、工艺需求、设备才能综合设定,核心目标是平衡成型质量、散热功能、模具寿数。以下是详细设定战略:
一、资料温度束缚
均热板资料(铜合金):
再结晶温度:约200-300℃(超过可能导致晶粒长大,软化结构)。
焊料熔点:若使用Sn-Ag-Cu焊料(熔点≈217-221℃),模具需匹配此温度。
模具资料(石墨/陶瓷/金属):
石墨:耐高温至3000℃,但抗氧化性在450℃以上下降。
金属模具(如铝):需操控温度<300℃(避免热膨胀变形)。
二、工艺需求温度
焊接/封装工艺:
预热段:80-120℃(去除外表湿气,升温速率<3℃/s)。
焊接段:焊料熔点+20-50℃(如Sn-Ag-Cu取240-260℃)。
保温段:焊接温度持续10-30s(确保焊点滋润)。
热压成型工艺:
成型温度:铜材屈从强度对应温度(如T2紫铜取150-180℃)。
压力匹配:温度每升高50℃,压力需下降10-15%(避免过压变形)。
三、设备才能束缚
加热均匀性:
模具外表温差需<±5℃(经过红外热像仪监控)。
热板加热:主张选用PID操控,配合热流道体系(温度波动<±2℃)。
冷却速率:
快速冷却(>100℃/s)可能导致均热板内应力,需分阶段降温(如5℃/s至100℃,后自然冷却)。
四、散热功能维护
工质维护:
若均热板已注液,模具温度需<80℃(避免工质蒸腾或压力过大)。
毛细结构维护:
成型温度需避开铜粉烧结温度(如铜粉烧结型均热板需<350℃)。
五、温度设定优化主张
分段操控战略:
预热区:80℃(时刻30s)→焊接区:250℃(时刻15s)→冷却区:自然降温至40℃。
动态调整机制:
经过模具内置热电偶实时反馈,选用模糊操控算法调整温度。
寿数预测模型:
模具累计受热时刻每添加100小时,温度需下调5-10℃(补偿资料老化)。
六、验证与检测
金相分析:
焊接后取样观察焊点界面(IMC层厚度需<5μm)。
热阻测试:
成型后均热板热阻需<0.2K/W(ASTM D5470标准)。
模具磨损监测:
每500次循环测量模具关键尺寸(如型腔深度变化量<0.01mm)。
实践生产中,主张选用田口办法进行参数优化,选取温度、压力、时刻三要素三水平组合实验,以焊点强度、均热板平面度、模具磨损量为响应变量,确认最优温度参数集。