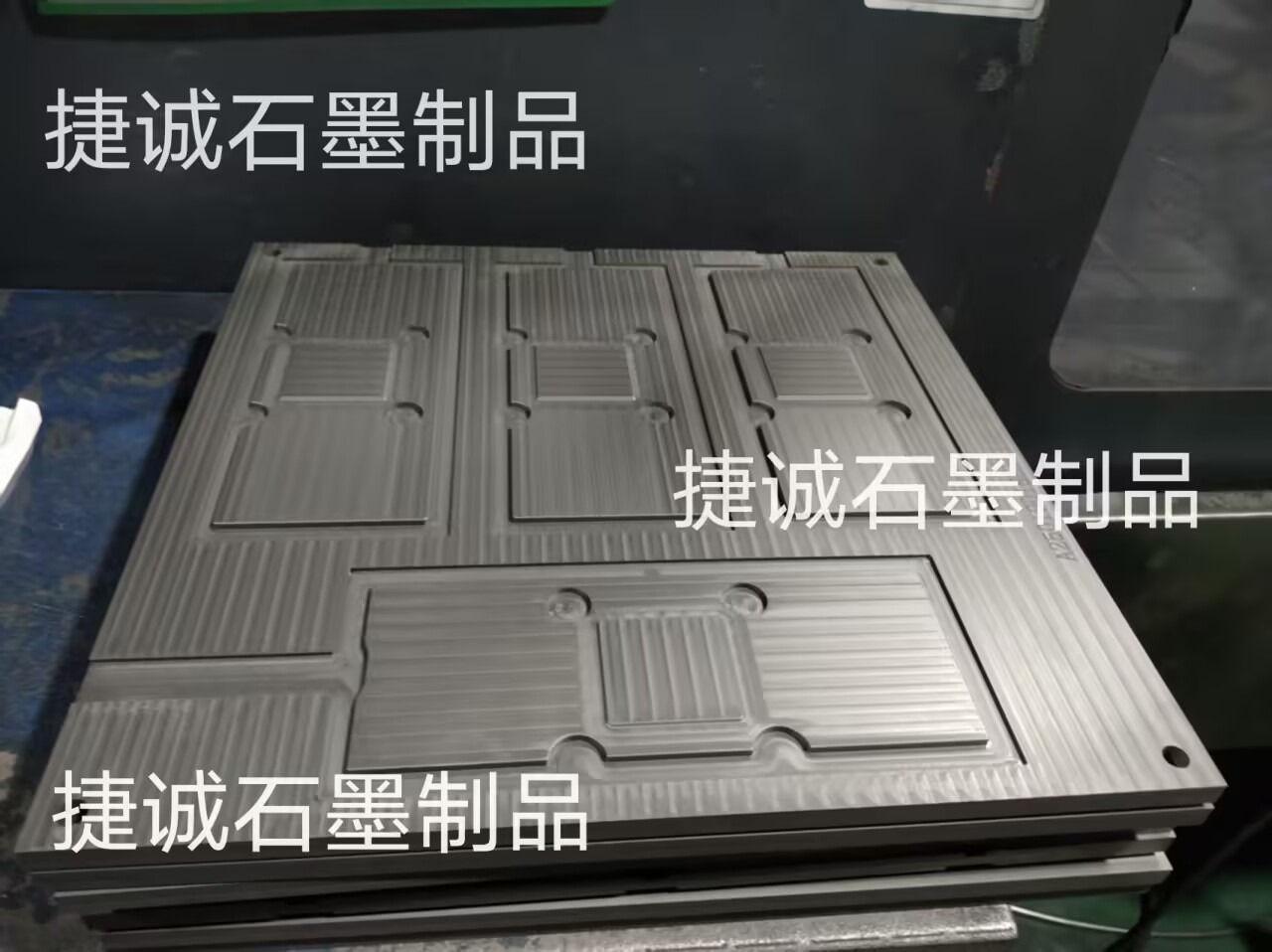
超薄VC石墨模具
超薄VC石墨模具的加工参数是影响其精度、功能和散热效果的要害,需从材料特性、加工方法、要害参数三方面精准把控。以下是详细分析:
一、材料特性参数
纯度与成分
固定碳含量:≥99.9%(高纯石墨),杂质灰分<300ppm,挥发分0.1%,保证导热均匀性。
膨胀度:0.01(受热变形率),防止高温下标准偏移。
颗粒操控
筛上物粒度:0.146mm(操控大颗粒上限)。
筛下物粒度:0.17mm(保证粉末流动性),粒度分布影响烧结密度。
二、加工方法参数
数控加工(CNC)
切削速度:0.1-0.5mm/rev(高速铣削削减断刀风险)。
进给量:0.05-0.2mm/rev(平衡功率与精度)。
刀具挑选:金刚石涂层刀具(硬度匹配,延伸寿数)。
激光加工
功率密度:蚀刻微流道,精度±0.005mm
脉冲频率:10-50kHz(防止热影响区扩展)。
热处理
烧结温度:>1000℃(增强颗粒结合,孔隙率<8%)。
升温速率:5℃/min(防止热应力开裂)。
三、要害加工参数
表面质量
粗糙度Ra:≤0.1μm(镜面抛光,削减热阻)。
面平度:0.001mm(光学仪器级平整度)。
标准精度
公役规模:±0.005mm(小批量出产),要害部位±0.002mm。
直线度:0.003mm/100mm(防止热量传递差错)。
机械功能
紧缩强度:≥200MPa(抗变形才能)。
抗弯折强度:≥150MPa(长期可靠性)。
四、测验标准与优化方向
质量检测
体积密度:≥1.85g/cm3(GB/T 24528-2009)。
导热系数:1500-2000W/mK(激光亮光法)。
显气孔率:<5%(真空法检测,GB/T 24529-2009)。
工艺优化
纳米涂层:DLC薄膜(厚度0.5-1μm,前进耐磨性)。
复合加工:CNC粗加工+激光精加工,功率前进40%。
智能监控:集成传感器实时反响精度,动态调整参数。
五、作业事例参阅
金诗科技:日本进口设备+纳米涂层,表面粗糙度Ra0.08μm。
超薄VC模具:激光+化学复合抛光,Ra<0.05μm,散热功率前进20%。
六、未来趋势
混合工艺:3D打印杂乱流道(一体成型,削减组装差错)。
极端环境适配:开发耐高温(>300℃)抗氧化涂层,延伸模具寿数。
智能出产:AI视觉体系+自动化产线,结束无人化制造。
通过精细化操控加工参数,超薄VC石墨模具可满足5G设备、新能源轿车等高密度散热需求,推动电子器件向更薄、更高效方向开展。