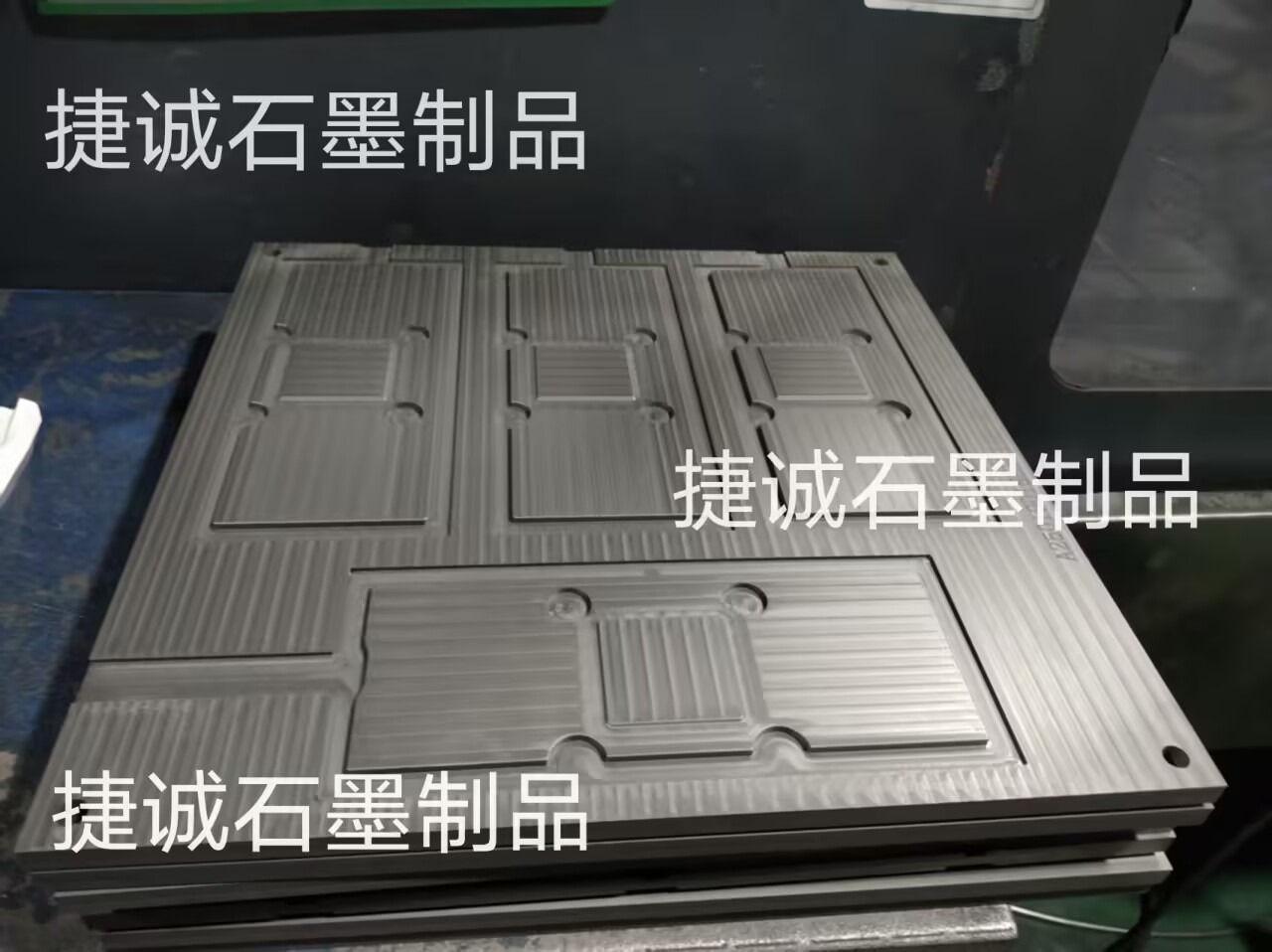
超薄VC石墨治具,均温板烧结石墨模具
超薄VC(Vapor Chamber)石墨治具因振荡损坏的问题,需从规划、资料、固定方法和工艺优化四方面归纳处理。以下是具体方案:
1. 治具优化规划
资料挑选:
选用高模量石墨(弹性模量≥20GPa),如热解石墨或各向同性石墨,提升抗弯强度。
增加碳纤维增强层(如石墨-碳纤维复合资料),提高阻尼比(方针>5%)。
结构优化:
增加加强筋:规划网格状凸台(厚度≥0.5mm),提升一阶固有频率(避开设备振荡频率)。
轻量化规划:选用拓扑优化,削减非承载区域资料,下降振荡响应。
圆角处理:所有棱角倒角(R≥0.3mm),防止应力会集。
2. 减振措施
自动减振:
气浮平台:在治具底座集成空气绷簧(固有频率<5 Hz),隔离低频振荡。
电磁阻尼器:在治具关键节点装置,实时监测振荡并施加反向力。
被迫减振:
橡胶隔振垫:挑选高阻尼硅橡胶(损耗因子>0.1),置于治具与设备接触面。
蜂窝状铝夹层:在石墨治具背面复合蜂窝铝(厚度2-5mm),吸收中高频振荡。
3. 固定方法改善
刚性连接:
选用真空吸盘固定(负压≥-0.6 bar),防止机械夹持应力。
规划自对中销孔(公役H7/h6),保证重复定位精度<0.02mm。
柔性约束:
使用钢丝绳减振器(固有频率8-12 Hz),替代刚性螺栓固定。
磁流体耦合:在治具边际嵌入磁流体,使用磁粘效应衰减振荡。
4. 工艺参数调整
运动控制:
优化传送带启停曲线(S型加减速),最大加速度<0.5g。
选用伺服电机直驱,消除齿轮空隙引起的冲击。
环境控制:
在设备周围布置声学泡沫(厚度≥50mm),吸收环境噪声。
装置自动抗振台(如Neganti体系),抵消地面振荡。
5. 振荡监测与保护
实时监测:
在治具外表张贴MEMS加速度计(量程±2g),监测振荡频谱。
设置报警阈值(如振荡速度>1mm/s时触发停机)。
预防性保护:
每100次循环进行模态测试,比照初始频率偏移量(允许偏移<5%)。
选用红外热像仪检测(温差>3℃或许预示内部裂纹)。
6. 失效剖析事例
典型失效模式:
共振疲惫:当治具固有频率与设备振荡频率(如50Hz工频)接近时,振幅扩大导致裂纹。
冲击过载:装卸过程中加速度超过1.5g,引发脆性断裂。
改善措施:
对治具进行模态剖析(有限元仿真+锤击试验),调整结构避开共振点。
规划缓冲组织(如液压缓冲器),将装卸冲击降至<0.8g。
经过上述方案,可显著下降振荡对超薄VC石墨治具的损害。主张优先施行被迫减振(成本低、易施行),再结合自动监测和工艺优化。对于关键设备,可引入数字孪生技术,在虚拟环境中模仿振荡场景,提前优化治具规划。