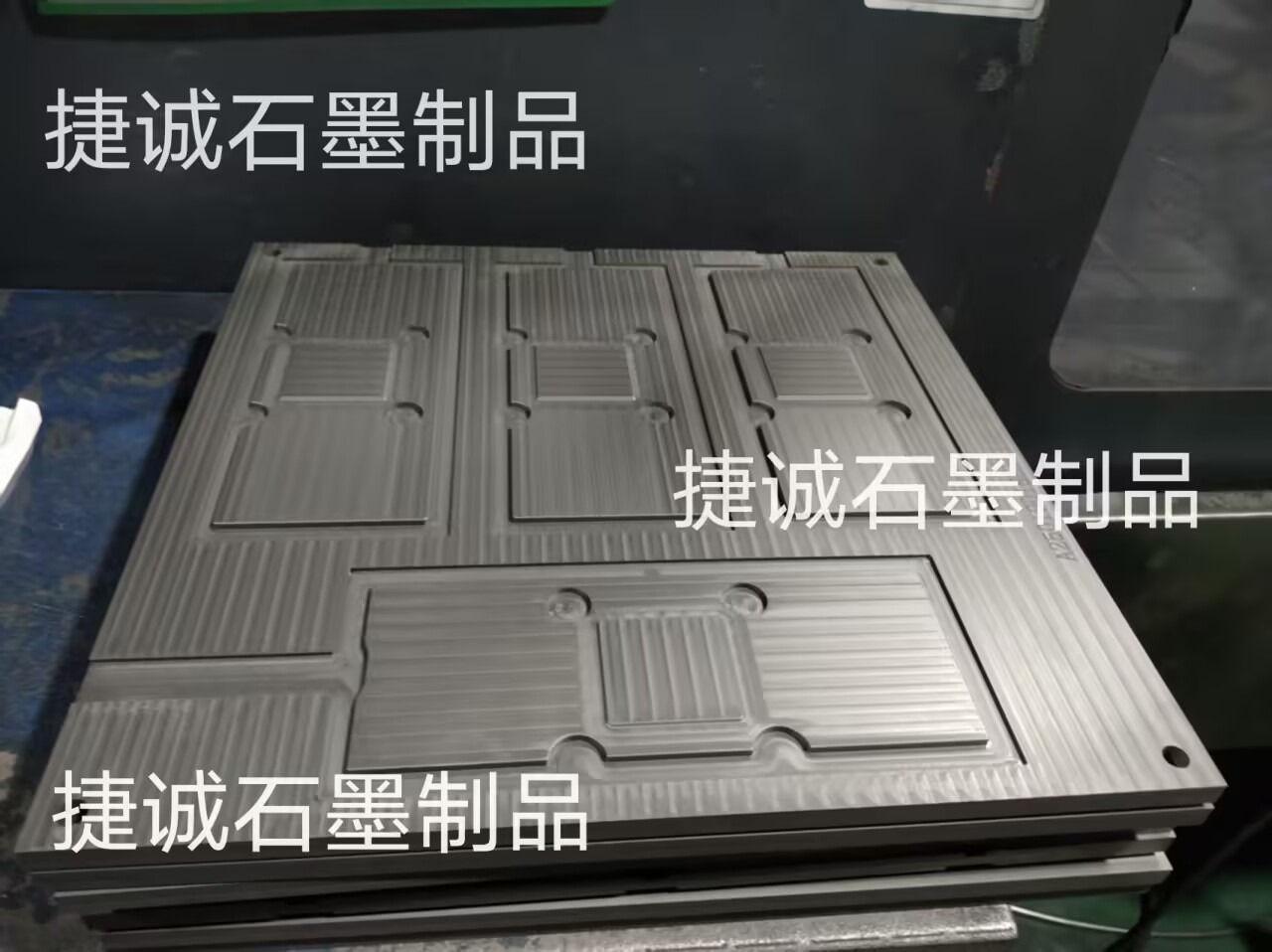
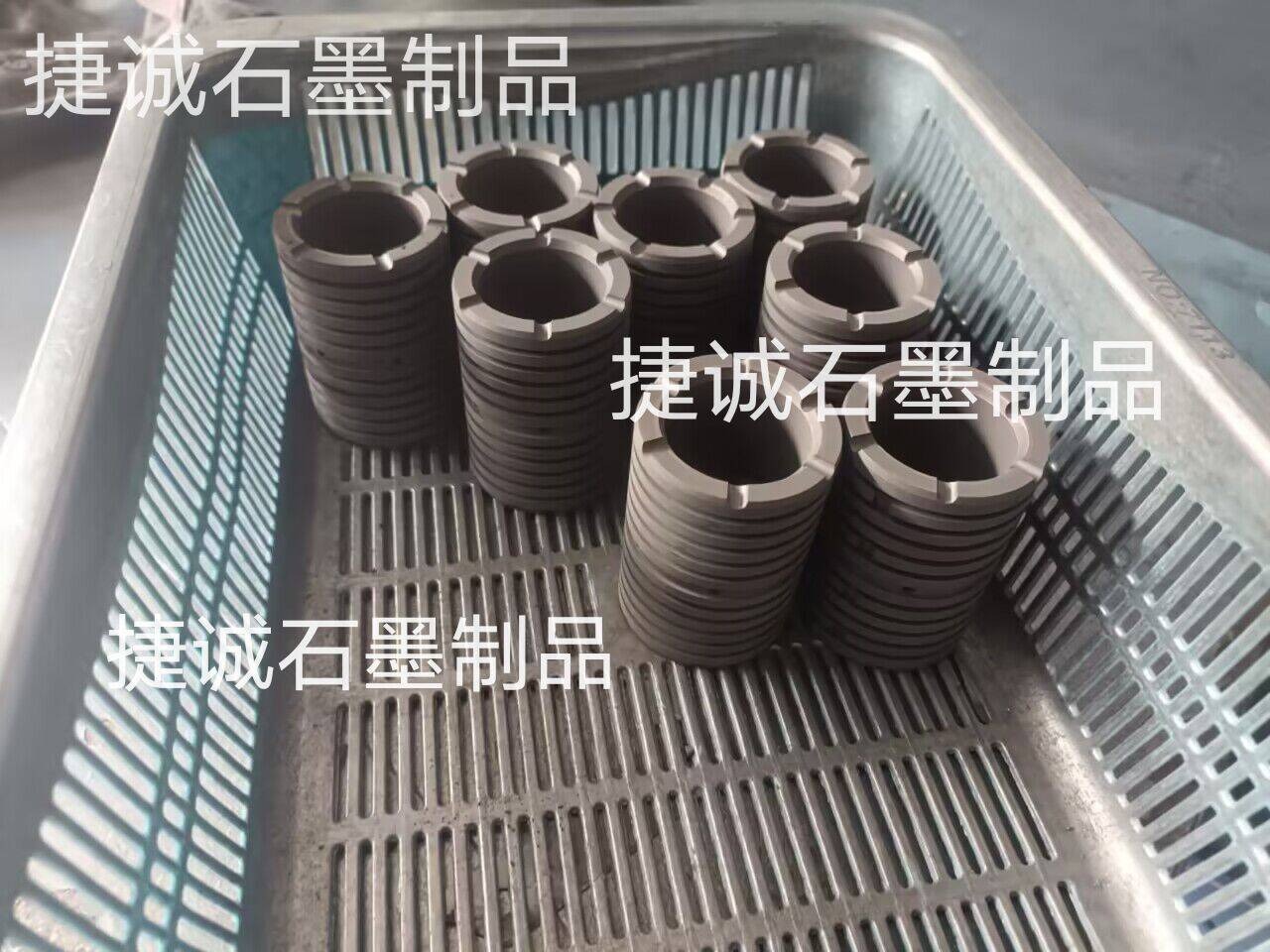
超薄VC铅焊石墨治具,超薄铜均温板焊接石墨治具
超薄VC(Vapor Chamber)铅焊石墨治具的工艺操控难度较高,首要涉及资料特性抵触、热办理复杂性及环保要求三方面。以下是详细应战及解决方案:
1. 资料特性抵触
热膨胀系数(CTE)匹配:
铅与石墨差异明显,升温时易导致治具与焊点界面应力会集。
解决方案:选用梯度复合资料治具(如石墨-铜-钼层压结构),完成CTE过渡匹配。
润湿性问题:
铅焊料在石墨外表润湿性差(接触角>90°),需外表改性。
解决方案:对治具焊接区进行激光织构化(粗糙度Ra<0.5μm)或涂覆碳化钛(TiC)薄膜(厚度50-100nm)。
2. 热办理复杂性
温度均匀性操控:
超薄结构(<0.3mm)对温度梯度灵敏,部分温差>5℃可能导致焊点空泛。
解决方案:集成微型加热膜(厚度0.1mm,功率密度>2W/cm2)于治具内部,结合红外热像仪闭环操控。
升温速率限制:
过快升温(>10℃/s)易引发治具热冲击裂纹;过慢则影响产能。
解决方案:选用分段PID操控,预热阶段5℃/s,焊接阶段2℃/s。
3. 环保与安全要求
铅污染防控:
焊料蒸发产生的铅烟(TLV-TWA=0.05mg/m3)需实时过滤。
解决方案:治具集成部分排风罩(风速>0.5m/s),配合静电吸附设备。
废治具处理:
石墨孔隙可能残留铅颗粒(>100ppm),需符合RoHS指令。
解决方案:选用酸洗-电解联合回收工艺,铅残留量可降至<5ppm。
4. 工艺参数优化难点
焊料量操控:
超薄空隙(<0.1mm)要求焊料印刷精度±0.02mm。
解决方案:选用喷发阀点胶体系(重复精度±0.01mm),替代传统模板印刷。
保压时间设定:
过短导致虚焊(<0.5s),过长则引起治具蠕变(>10s)。
解决方案:经过DOE试验确定最佳窗口(通常2-4s),结合位移传感器监控。
5. 自动化监测应战
焊点质量检测:
传统X-ray检测对超薄结构分辨率不足(最小识别厚度>50μm)。
解决方案:选用太赫兹成像技能(分辨率<10μm),结合AI缺陷分类算法。
治具状况监控:
石墨磨损量难以在线检测(典型寿命5000次循环)。
解决方案:嵌入光纤布拉格光栅(FBG)传感器,实时监测治具应变。
工艺操控优先级建议
首保温度均匀性:这是焊接质量的根底,需投入30%以上工艺开发资源。
次防铅污染:环保危险可能直接导致产线停摆,需配置冗余过滤体系。
最终优化产能:经过并行治具设计(如4-up布局)提升UPH,但需平衡热干扰。
实际生产中建议选用数字孪生技能,构建虚拟工艺链(如Ansys+ModeFrontier联合仿真),完成参数组合快速优化。同时,建立治具全生命周期办理体系(如根据RFID的追踪),猜测性替换易损部件。