VC散热石墨模具,vc扩散焊接石墨模具
VC散热石墨模具的规划流程是一个系统性工程,需结合材料特性、热传导原理及加工工艺进行概括规划。以下是其中心规划流程的分步解析:=
一、需求分析与材料选型
明晰运用场景
依据电子设备功率、空间捆绑及作业环境温度(如0℃~100℃),供认模具的导热功率(热阻值方针≤0.25℃/W)和均匀性要求(表面温差≤10℃)。
选择高纯度石墨材料(杂质含量<0.5%),天然石墨或人工石墨均可,但需匹配铜网烧结工艺以增强毛细芯结构。
材料预处理
对石墨进行清洗、切开、打磨,确保表面平整度≤Ra0.4μm,避免加工时发生裂纹。
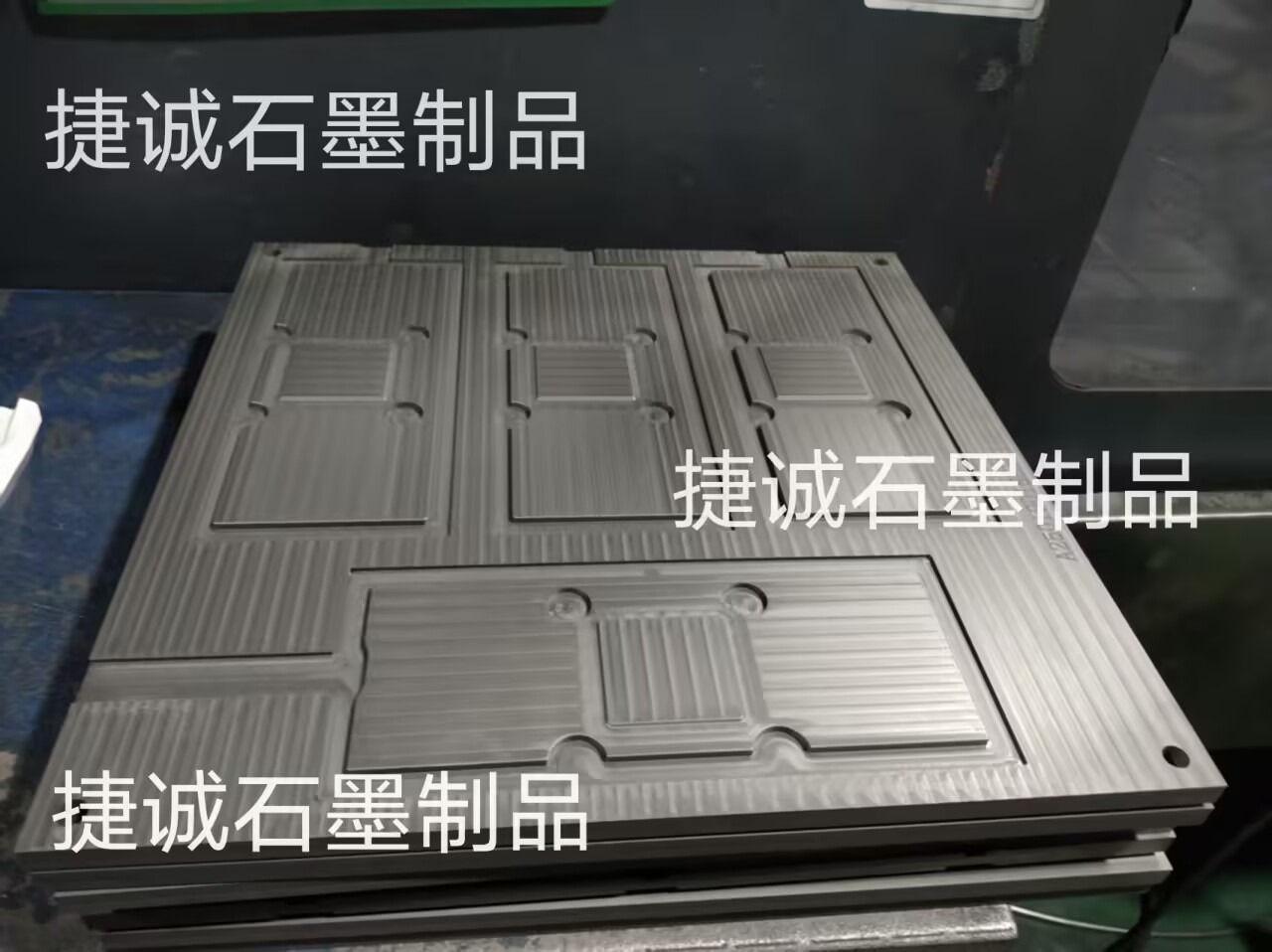
二、模具结构规划
三维建模与仿真
运用CAD软件规划模具结构,包括:
均热板腔体:规划铜柱支撑结构(距离≤2mm)及微流道(宽度0.5~1mm),优化冷却液(纯水或冷媒)活动途径。
密封性:选用双盖密合规划,预留焊接槽位,确保真空度。
经过热仿真软件(如ANSYS)模仿热流散布,迭代优化毛细芯孔隙率(方针40%~60%)以平衡吸液速度与毛细压力。
工艺适配性规划
为涣散焊接预留对接面(粗糙度Ra1.6~3.2μm),规划定位孔(精度±0.02mm)确保组装同轴度。
三、加工工艺规划
数控加工
运用五轴数控机床铣削石墨基体,操控进给速度(0.1~0.3mm/rev)避免崩边,加工余量保存0.2mm。
激光切开铜网(厚度0.1~0.3mm),生成规则毛细结构(孔径0.05~0.2mm)。
高温烧结与焊接
将铜网与石墨基体叠层后,在真空炉中高温烧结(温度850℃~950℃,保温2~3小时),构成冶金结合。
选用涣散焊接联接上下盖(压力5~10MPa,温度800℃~850℃),焊接后检测平面度≤0.05mm/m2。
后处理
机械抛光至镜面(Ra≤0.05μm),涂覆陶瓷涂层(厚度2~5μm)行进耐腐蚀性和红外辐射率。
四、质量检测与功用验证
精度检测
运用三坐标测量仪(CMM)检测要害标准(如腔体高度过错±0.03mm)。
热功用查验
经过恒温箱加热模具一侧,用红外热像仪记载表面温度散布,验证温差是否≤规划值。
进行循环热冲击查验(ΔT=80℃,循环1000次),检测结构是否开裂。
五、交颁布定制化优化
文档交给
供应模具参数表(含材料检测陈述、热阻值曲线)、运用攻略(如最大答应温度梯度50℃/cm)。
迭代晋级
依据客户反响调整毛细芯结构(如添加铜粉烧结层),或选用纳米流体行进导热系数(行进10%~15%)。
要害规划考量
导热系数行进:经过行进石墨纯度(如99.9%)或选用等静压成型工艺(密度≥1.85g/cm3),导热系数可从400W/(m·K)行进至600W/(m·K)。
本钱平衡:在批量生产中,选用树脂浸渍石墨(下降本钱30%)需评价其对长期导热稳定性的牺牲。
此流程统筹了理论规划与工艺可完成性,经过多轮仿真-加工-查验迭代,可确保终究模具在散热功率、可靠性和寿数上抵达最优平衡。